




PROPIEDADES MECÁNICAS
Las propiedades mecánicas de un material describen el modo en que este responde a la aplicación de una fuerza o carga. Solamente se pueden ejercer tres tipos de fuerzas mecánicas que afecten a los materiales: compresión, tensión y cizalla. En la figura se muestra la acción esas tres fuerzas:

Los tres tipos de tensión
Las pruebas mecánicas consideran estas fuerzas por separado o combinadas. Las pruebas de tracción, compresión y cizalla sirven sola para medir una fuerza, mientras que las de flexión, impacto y dureza implican dos o más fuerzas simultáneas.
Resistencia a la tracción y elongación de rotura
La resistencia a la tracción o tenacidad es el máximo esfuerzo que un material puede resistir antes de su rotura por estiramiento desde ambos extremos con temperatura, humedad y velocidad especificadas.
El ensayo de tracción de un material consiste en someter a una probeta normalizada a un esfuerzo axial de tracción creciente hasta que se produce la rotura de la probeta. Este ensayo mide la resistencia de un material a una fuerza estática o aplicada lentamente.
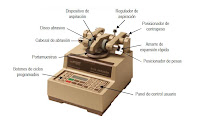
Dispositivo para ensayo de tracción

Probeta y mordazas

Máquina para ensayo de tracción

Probetas normalizadas
Elongación o extensión es el máximo esfuerzo de tracción a que un material puede estar sujeto antes de su rotura.
Unidades: Para la resistencia a la tracción, el esfuerzo es la relación de la carga sobre el área de la sección transversal inicial y se expresa comúnmente en Pa (pascales). La extensión o aumento en longitud se expresa en porcentaje del largo inicial.
La resistencia a la tracción y la deformación a la rotura, respectivamente indican el máximo esfuerzo que el material puede soportar. Curvas típicas basadas en datos experimentales muestran los valores reales.
Curva tensión-deformación
En el ensayo a la tracción se mide la deformación (alargamiento) de la probeta entre dos puntos fijos de la misma a medida que se incrementa la carga aplicada, y se representa gráficamente en función de la tensión (carga aplicada dividida por la sección de la probeta). En general, la curva tensión-deformación así obtenida presenta cuatro zonas diferenciadas:

Zonas de curva de tensión-deformación

Evolución de las probetas rectangulares durante el ensayo de tracción (la zona central es la que soporta mayor deformación, y por esa zona se romperá).
1. Deformaciones elásticas: en esta zona las deformaciones se reparten a lo largo de la probeta, son de pequeña magnitud y, si se retirara la carga aplicada, la probeta recuperaría su forma inicial (recuperación elástica (1)). El coeficiente de proporcionalidad entre la tensión y la deformación se denomina módulo de elasticidad (2) o de Young y es característico del material. La tensión más elevada que se alcanza en esta región se denomina límite de fluencia (yield point) y es el que marca la aparición de este fenómeno.
2. Fluencia o cedencia: Es la deformación brusca de la probeta sin incremento de la carga aplicada. El fenómeno de fluencia se da cuando las impurezas o los elementos de aleación bloquean las dislocaciones de la red cristalina impidiendo su deslizamiento, mecanismo mediante el cual el material se deforma plásticamente. Alcanzado el límite de fluencia se logra liberar las dislocaciones produciéndose la deformación bruscamente. La deformación en este caso también se distribuye uniformemente a lo largo de la probeta pero concentrándose en las zonas en las que se ha logrado liberar las dislocaciones. No todos los materiales presentan este fenómeno, en cuyo caso la transición entre la deformación elástica y plástica del material no se aprecia de forma clara.
3. Deformaciones plásticas: si se retira la carga aplicada en dicha zona, la probeta recupera sólo parcialmente su forma quedando deformada permanentemente. Las deformaciones en esta región son más acusadas que en la zona elástica.
4. Estricción: Llegado un punto del ensayo, las deformaciones se concentran en la parte central de la probeta apreciándose una acusada reducción de la sección de la probeta, momento a partir del cual las deformaciones continuarán acumulándose hasta la rotura de la probeta por esa zona. La estricción es la responsable del descenso de la curva tensión-deformación; realmente las tensiones no disminuyen hasta la rotura, sucede que lo que se representa es el cociente de la fuerza aplicada (creciente) entre la sección inicial y cuando se produce la estricción la sección disminuye, efecto que no se tiene en cuenta en la representación gráfica. Los materiales frágiles no sufren estricción ni deformaciones plásticas significativas, rompiéndose la probeta de forma brusca. Terminado el ensayo se determina la carga de rotura, carga última o resistencia a la tracción: la máxima resistida por la probeta dividida por su sección inicial, el alargamiento en (%) y la estricción en la zona de la rotura.
Otras características que pueden caracterizarse mediante el ensayo de tracción son la resiliencia y la tenacidad, que son, respectivamente, las energías elástica y total absorbida y que vienen representadas por el área comprendida bajo la curva tensión-deformación hasta el límite elástico en el primer caso y hasta la rotura en el segundo.

Curvas de tensión-deformación para distintas clases de plástico
Normativa para ensayo de tracción
La norma ASTM es D 638 (D 638 M es métrica). La unidad SI es el pascal (Pa=N/m2), pero también se usa la libra por pulgada cuadrada (psi). Los plásticos comerciales sin plastificar ni llevar fibras muestran desde 14 hasta 140 MPa (2 a 20 psi).
(1) Recuperación elástica
La recuperación elástica es una medida de la extensión a la cual una sustancia recupera sus dimensiones originales luego de retirado el esfuerzo. Es la fracción de una dada deformación que se comporta elásticamente. Un material perfectamente elástico tiene una recuperación del 100% mientras que un material perfectamente plástico no tiene recuperación elástica.
La recuperación elástica es una importante propiedad en películas usadas para el envasado "stretch" por relacionarse directamente con la habilidad de una película para mantener junta a la carga. La retención del esfuerzo elástico - recuperación por un período de tiempo es también importante.
(2) Módulo de elasticidad
El módulo de elasticidad es la razón de esfuerzo a deformación o esfuerzo por unidad de deformación medido dentro de los límites de la deformación reversible. La medida en las tablas es el módulo de Young, que es la relación entre tensión (esfuerzo) y extensión (deformación)
Y =FL/al2
Donde el esfuerzo es representado por la fuerza F por unidad de área sobre la sección inicial a y el esfuerzo medido como la extensión I producida al largo inicial L. El módulo de Young tiene las dimensiones de: esfuerzo (Pa) / deformación (m/m).
En la práctica materiales que muestran apreciable reversibilidad generalmente rompen a poca extensión. Para materiales que muestran fluencia plástica este módulo se puede aplicar solamente en la porción inicial de la curva.
El valor del módulo de Young indica la resistencia de un material a una extensión longitudinal reversible y es un parámetro útil para predecir hasta que punto se estirará una pieza bajo una carga determinada.
Resistencia a la abrasión
Se llama resistencia a la abrasión a la habilidad de un material para resistir acciones mecánicas como frotamiento, rascado, molienda, arenado o erosión que tiende progresivamente sacar material de su superficie. Las normas ASTM son la D 1044 y la D 1242.
La abrasión, desgaste de superficies, se relaciona con la fricción. Propiedad compleja, es difícil de analizar y medir. Pese a que varias máquinas se han propuesto para los ensayos acelerados, ninguno es aún satisfactorio.
En los plásticos, la abrasión o resistencia al uso es importante en casos como cojinetes, rodamientos y engranajes.
Abrasímetro
Las ruedas de desgaste producen la acción característica de frote.
Montado en una superficie rotativa, las muestras son expuestas a la acción de rozamiento de dos muelas abrasivas. Las muelas producen marcas de abrasión que forman un modelo de arcos cruzados sobre un anillo circular de aproximadamente 30 cm2.
Esto revela la resistencia a la abrasión en todos los ángulos en relación con el desgaste ó el grano del material
Las ruedas de abrasión, por lo general, se presentan en 5 niveles diferentes de abrasividad.
Las ruedas de fieltro de lana o de caucho simple se emplean para realizar pruebas con materiales delicados o comprobar la abrasividad de materiales como polvos dentales. Las ruedas que incorporan partículas abrasivas en una matriz resistente de caucho o una matriz de arcilla vitrificada son indicadas para materiales más rígidos.
- Calibrase: una rueda resistente compuesta de partículas abrasivas de caucho y óxido de aluminio.
- Calibrade: una rueda no resistente compuesta de partículas abrasivas de arcilla vitrificada y carburo de silicio.
- Fieltro de lana: no contiene partículas abrasivas.
- Caucho simple: no contiene partículas abrasivas a menos que se utilice con tiras de papel de lija.
- Carburo de Tungsteno: acción severa de corte y desgarre con dientes helicoidales para uso con materiales resistentes como el caucho, pieles o revestimiento para suelos.
Resistencia a la compresión
La resistencia a la compresión es el máximo esfuerzo que un material rígido puede resistir bajo compresión longitudinal. No es necesario el esfuerzo en el punto de rotura, pero es de significación en materiales que quebrantan bajo una cierta carga. La unidad es fuerza por unidad de área de sección transversal inicial, expresada como Pa. El ensayo de compresión es un ensayo técnico para determinar la resistencia de un material o su deformación ante un esfuerzo de compresión. En la mayoría de los casos se realiza con hormigones y metales (sobre todo aceros), aunque puede realizarse sobre cualquier material.
· Se suele usar en materiales frágiles.
· La resistencia a compresión de todos los materiales siempre es mayor que a tracción.
Se realiza preparando probetas normalizadas que se someten a compresión en un dispositivo para ensayo de compresión o una máquina universal de ensayos.
Dispositivo para ensayo de compresión


Ensayo de compresión en concreto
El ensayo de compresión también puede aplicarse a productos confeccionados con elastómeros destinados a contener aire en su interior tales como balones de fútbol o neumáticos. En los cuales es útil conocer cuanta presión son capaces de resistir sin deformación permanente o cuanta presión son capaces de resistir sin romperse o estallar.

Ensayo de compresión a balón de fútbol
Resistencia a la flexión
La resistencia a la flexión estática, también conocida como módulo de rotura, representa el máximo esfuerzo desarrollado en la superficie de la probeta en forma de barra, soportada cerca del extremo y cargada en el centro hasta que ocurra la falla. La unidad es fuerza por unidad de área, en Pa. El ensayo es aplicable solamente a materiales rígidos.

Dispositivo para ensayo de flexión
Ensayo de flexión
Los ensayos de flexión se utilizan principalmente como medida de la rigidez. Este ensayo es casi tan habitual en materiales poliméricos duros como el ensayo de tracción, y tiene las ventajas de simplificar el mecanizado de las probetas y evitar los problemas asociados al empleo de mordazas. Entre las principales limitaciones se encuentra la imposibilidad de obtener información relevante en materiales poliméricos blandos como son las espumas flexibles y los cauchos.
El parámetro más importante que se obtiene de un ensayo de flexión es el módulo de elasticidad (también llamado módulo de flexión). En función del número de puntos de apoyo pueden realizarse varios tipos de ensayos de flexión: flexión entres puntos, en cuatro puntos o incluso flexión de una viga en voladizo.



